-
Correo electrónico
liuyanhe@zhderx.com
-
Teléfono
13005602816
-
Dirección
Parque Científico y Tecnológico de Zhuhai xinaolin
Categorías de producto
- Equipo de cristalización por evaporación de aguas residuales de galvanoplastia
- Equipo de tratamiento de concentración de aguas residuales de disolventes orgánicos
- Secador de líquido madre
- Equipo de concentración de aguas residuales a vapor
- Equipo de tratamiento de aguas residuales de Dimetilsulfóxido
- Equipo de recuperación de ácido fosfórico de aguas residuales
- Equipo de tratamiento de evaporación a baja temperatura de aguas residuales de cetona
- Secador de solución salina mixta de sulfato de sodio
- Equipo de evaporación y cristalización de aguas residuales de cloruro de sodio
- Equipo de concentración de aguas residuales de Peg
- Equipo de tratamiento de aguas residuales concentrado de licor madre de evaporadores de baja temperatura
- Equipo de cristalización a vapor
Zhuhai Derun Xin General Machinery co., Ltd.
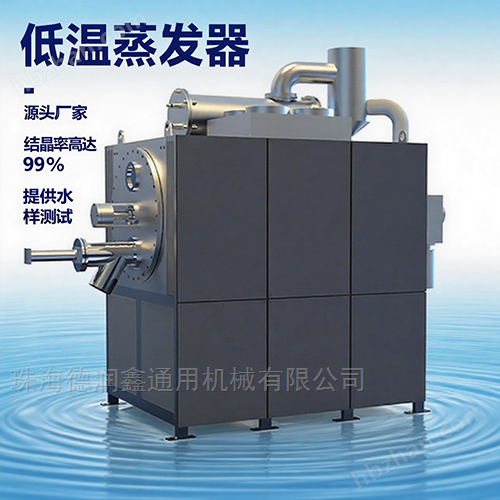


Equipo de recuperación y cristalización de aguas residuales de ácido fosfórico
NegociableActualización en01/08
- modelo
- Naturaleza del fabricante
- Productores
- Categoría de producto
- Lugar de origen
Descripción general
Equipo de cristalización de recuperación de aguas residuales de ácido fosfórico: las aguas residuales de ácido fosfórico tienen una composición compleja, contienen altas concentraciones de fosfato, iones de metales pesados, etc. si no se tratan adecuadamente, contaminarán gravemente el agua y el suelo. Este equipo está especialmente desarrollado para resolver tales problemas, utilizando tecnología de evaporación y cristalización a baja temperatura para lograr la reducción, inocuidad y tratamiento de recursos de aguas residuales bajo bajo bajo bajo consumo de energía. El equipo puede concentrar las aguas residuales de ácido fosfórico en una concentración más alta, hacer que los solutos cristalicen y se precipitan, la sal cristalina se puede reciclar aún más, y el agua condensada se puede reutilizar o descargar después de cumplir con los estándares, lo que reduce en gran medida la presión ambiental y los costos operativos de las empresas.
Detalles del producto
I. principios de funcionamiento
Equipo de cristalización de recuperación de aguas residuales de ácido fosfórico:Con la tecnología de bomba de calor de baja temperatura combinada con el funcionamiento del sistema de evaporación al vacío, las aguas residuales de ácido fosfórico primero se reciclan mediante el intercambio de calor entre el precalentador y el agua condensada, y luego entran en la Cámara de evaporación en estado de vacío, que se evapora rápidamente bajo la acción de una fuente de calor de baja temperatura de 40 - 70 grados Celsius proporcionada por la bomba de calor para producir vapor secundario; El vapor secundario se condensa en agua condensada reutilizable o descargable a través del refrigerante, mientras que la concentración de aguas residuales aumenta a un Estado de saturación excesiva después de la evaporación continua del agua, entra en el cristalizador a través de la agitación y el control de temperatura para precipitar la cristalización del soluto, y finalmente obtiene sal cristalina reciclable a través del equipo de separación sólido - líquido.

II. características del equipo
Operación a baja temperatura, ahorro de energía y alta eficiencia:Equipo de recuperación y cristalización de aguas residuales de ácido fosfóricoCon la tecnología de bomba de calor, la temperatura de evaporación es baja y la pérdida de energía térmica se reduce. en comparación con los equipos tradicionales de evaporación de alta temperatura, el ahorro de energía es superior al 50%, lo que reduce significativamente los costos de operación.
Cristalización eficiente, reciclaje de recursos:El control preciso de las condiciones de cristalización, la alta eficiencia de cristalización y la alta pureza de la sal cristalina precipitada pueden lograr la recuperación de recursos y crear beneficios económicos adicionales.
Diseño resistente a la corrosión, duradero: los componentes que entran en contacto con las aguas residuales se fabrican con materiales resistentes a la corrosión como aleación de titanio y pph, que son resistentes a la fuerte corrosividad de las aguas residuales de ácido fosfórico y prolongan la vida útil del equipo.
Control totalmente automatizado, fácil de operar: equipado con un sistema de control plc, puede realizar el funcionamiento automatizado de todo el proceso de alimentación, evaporación, cristalización y separación, reducir la intervención manual, reducir la dificultad de operación y garantizar el funcionamiento estable del equipo.
Cumplimiento de los estándares ambientales:La calidad del agua condensada tratada es excelente y cumple con las normas de reutilización o descarga; Después de un tratamiento adecuado de la sal cristalina, no hay contaminación secundaria y cumple con los requisitos ambientales.
Diseño modular, adaptación flexible:El equipo adopta una estructura modular, que se puede combinar de manera flexible de acuerdo con la capacidad de tratamiento de aguas residuales (5 - 500mwh / d), con una pequeña superficie ocupada y una instalación y puesta en marcha convenientes, lo que facilita la expansión o transformación posteriores.
Casos clásicos
Proyecto de tratamiento de aguas residuales de ácido fosfórico de la empresa química: la empresa produce 80 metros cúbicos de aguas residuales de ácido fosfórico al día, con una concentración de fosfato de unos 5.000 mg / L y una concentración de iones fluorados de 800 mg / L. Después de adoptar este conjunto de equipos de cristalización por evaporación a baja temperatura, la concentración de fosfonato en agua condensada tratada se reduce a menos de 5 mg / l, la concentración de iones fluorados es inferior a 10 mg / l, alcanzando el estándar de reutilización, recuperando alrededor de 1,2 toneladas de sal cristalina al día, que se puede reciclar como materia prima industrial después de la purificación, ahorrando alrededor de 800000 yuanes en tarifas anuales de agua y costos de materia prima.
Proyecto de tratamiento de aguas residuales de ácido fosfórico de una planta farmacéutica: para las aguas residuales de ácido fosfórico de alta concentración de la planta (cod de unos 3000mg / l, fosfato de 8000mg / l), el equipo logró una evaporación de agua de más del 95%, la pureza de la sal cristalina alcanzó más del 90%, y el agua destilada tratada cumplió ConLas normas de emisión han resuelto los problemas ambientales a largo plazo de las empresas y han pasado la aceptación del Departamento de protección ambiental.
Producto similar Recomendar

